0201微型元件(尺寸僅為0.6mm×0.3mm)的穩定貼裝已成為SMT加工領域的核心挑戰。這類元件的尺寸僅為傳統0402元件的三分之一,其貼裝精度需控制在±30μm以內,對設備、工藝、材料及環境控制的綜合要求達到微米級。作為深耕高精度SMT貼片加工的高新技術企業,1943科技通過系統化技術攻關,構建了覆蓋全流程的0201元件穩定貼裝解決方案,助力客戶在智能穿戴、5G通信等高端領域實現技術突破。
一、設備精度:從硬件底層構建穩定性基礎
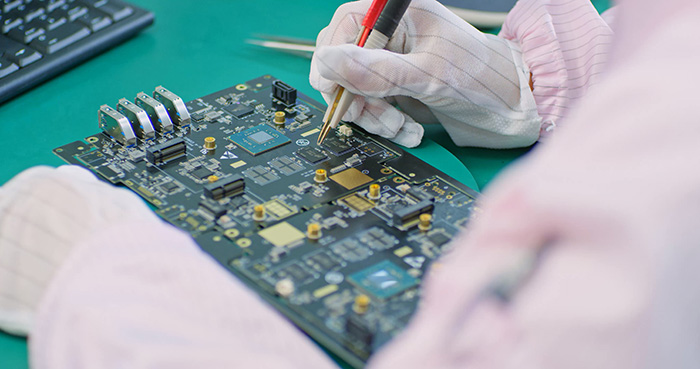
0201元件的貼裝對設備硬件提出嚴苛要求。我們采用行業領先的高精度貼片機,其核心參數包括:
- 重復定位精度:±30μm以內,確保每顆元件的貼裝位置高度一致;
- 視覺定位系統:搭載多光譜高分辨率相機,配合深度學習算法,可識別0201元件表面微米級反光差異,解決傳統視覺系統因反光導致的識別失敗問題;
- 真空吸附系統:采用動態真空調節技術,吸嘴真空度可根據元件尺寸自動匹配,避免微型元件因吸附力不足或過大導致的位移或破損。
此外,設備維護體系是保障長期穩定性的關鍵。我們制定了嚴格的設備校準周期,每日開機前進行機械臂精度檢測、吸嘴平面度校準(誤差≤5μm),并定期更換磨損部件,確保設備始終處于最佳運行狀態。

二、工藝優化:從參數到流程的精細化管控
1. 錫膏印刷:微米級厚度控制的“第一道關卡”
0201元件的焊盤尺寸極小,錫膏印刷厚度偏差需控制在±10μm以內。我們通過以下技術實現這一目標:
- 鋼網設計:采用階梯式開口設計,針對0201元件的納米級焊盤,鋼網厚度優化至80-100μm,開口尺寸比焊盤小5%-8%,利用自對中效應提升貼裝精度;同時,鋼網表面涂覆納米疏油涂層,減少脫模時錫膏拉尖風險。
- 印刷參數:刮刀壓力嚴格控制在5-8N/cm²,印刷速度20-50mm/s,配合激光定位校準系統,實時監測鋼網偏移、錫膏塌陷等異常,將Cpk值提升至1.33以上。
- 環境控制:車間溫濕度穩定在23±3℃、40-60%RH,避免錫膏黏度波動導致的印刷缺陷。
2. 貼裝工藝:多維度協同優化
- 吸嘴選型:針對0201元件,我們定制專用真空吸嘴,內徑公差控制在±0.02mm以內,確保吸取時元件邊緣受力均勻;吸嘴表面采用防靜電涂層,避免元件因靜電吸附導致偏移。
- 貼裝參數:貼裝高度設置為元件厚度的1/3至1/2,Z軸下壓速度降至0.3mm/s以下,減少沖擊力;同時,啟用高頻次校準功能,結合設備振動補償算法,將貼裝偏移量穩定在±30μm以內。
- DFM設計協同:在PCB設計階段,我們依據IPC-7351標準,建議客戶將0201元件焊盤間距比元件引腳尺寸小5%-8%,形成自對中效應;同時,優化焊盤形狀,避免直角設計以減少錫膏堆積風險。
3. 回流焊接:溫度曲線的精準調控
0201元件對回流焊接溫度極為敏感,我們通過以下措施保障焊接質量:
- 溫度曲線設計:依據無鉛焊膏特性,制定梯度溫度曲線:預熱區斜率1-3℃/s,恒溫區溫度150-180℃、持續時間60-90秒,回流區峰值溫度215-220℃、液相線以上時間60-90秒,冷卻區速率4-6℃/s,避免焊點晶格缺陷或金屬間化合物過度生長。
- 實時監控與調整:采用12溫區回流爐,配備熱電偶實時監測爐溫波動,當標準偏差超過±3℃時,系統自動觸發工藝參數修正機制;同時,針對0201元件區域,通過局部加熱補償技術,確保溫度均勻性。

三、質量檢測:從缺陷攔截到過程追溯的閉環管理
1. AOI檢測:高精度多光譜成像技術
我們引入AOI設備,通過多角度光源與高分辨率相機組合,實現以下檢測能力:
- 0201元件檢測:可識別焊膏覆蓋不足、元件偏移、立碑等微觀缺陷;
- BGA焊球檢測:針對BGA封裝器件,檢測焊球塌陷、橋連等隱藏缺陷;
- 算法優化:基于深度學習的圖像分析模型,通過海量缺陷樣本訓練,將虛焊、偏移等問題的誤判率降低至0.3%以下。
2. SPC過程控制:數據驅動的持續改進
通過MES系統整合AOI檢測數據,我們建立了覆蓋全流程的SPC統計過程控制體系:
- 關鍵參數監控:對錫膏厚度、貼片壓力、回流焊峰值溫度等12項參數進行CPK≥1.33的過程能力管控;
- 異常預警與追溯:當數據點超出預設控制限時,系統自動觸發預警機制,并關聯生產批次、設備參數、操作人員等信息,快速定位異常根源;
- 閉環優化:根據SPC分析結果,動態調整工藝參數,例如通過焊膏擴散趨勢反推鋼網開口設計合理性,或根據元件偏移熱力圖優化貼裝頭運動軌跡。

四、材料適配:從源頭保障貼裝穩定性
1. 焊膏選擇
針對0201元件,我們選用顆粒度更細(Type 4或Type 5)的無鉛焊膏,其黏度控制在800-1200 Pa·s范圍,確保印刷時錫膏均勻覆蓋微小焊盤,同時避免塌陷或拉尖。
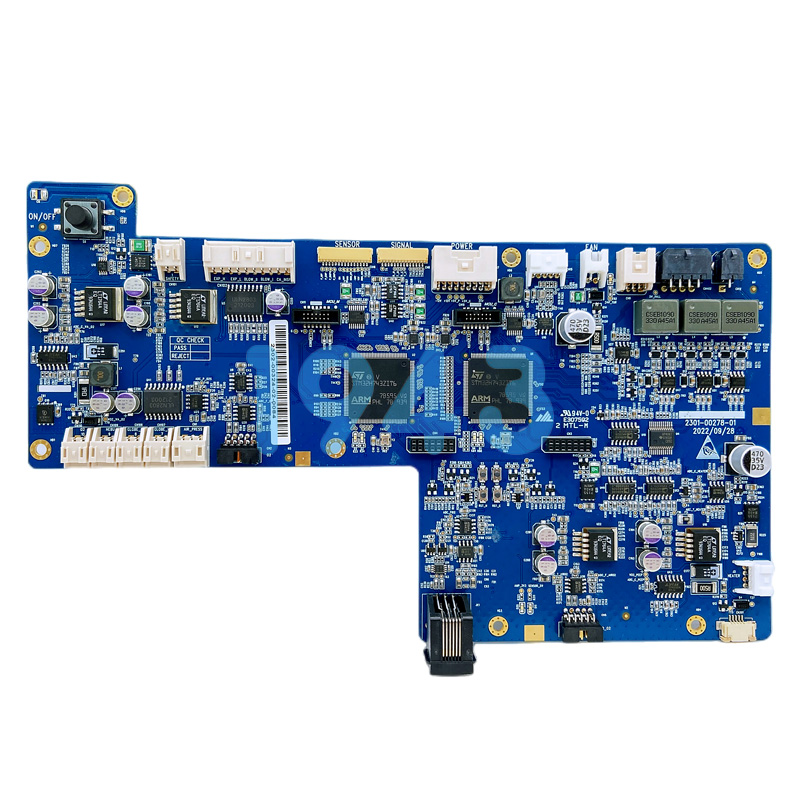
2. PCB板材要求
- 平整度:PCB板翹曲度需控制在±0.05mm以內,避免回流焊接過程中因應力不均導致元件位移;
- 焊盤設計:遵循IPC-7351標準,優化焊盤尺寸與間距,減少焊接缺陷風險。

五、環境控制:打造穩定生產的“隱形防線”
我們建立了嚴格的產線環境管控體系:
- 溫濕度控制:車間溫度23±3℃,濕度40-60%RH,避免錫膏黏度波動或元件吸濕導致的焊接不良;
- 靜電防護:產線接地阻抗<4Ω,操作人員佩戴防靜電手環,設備與工裝采用防靜電材料,防止0201元件因靜電損傷失效;
- 潔凈度管理:車間潔凈度達Class 10000級以上,通過空氣凈化系統減少灰塵污染,避免焊盤或元件表面被污染導致焊接缺陷。

結語:以技術沉淀賦能高端制造
在0201微型元件貼裝領域,我們通過設備精度、工藝優化、質量檢測、材料適配與環境控制的系統性創新,構建了高穩定性的貼裝解決方案。目前,我們的0201元件貼裝良率穩定在99.7%以上,可滿足智能穿戴、5G通信、醫療電子等高端領域對微型化、高可靠性的嚴苛需求。我們將持續投入研發,探索AI驅動的工藝仿真與物聯網數據鏈集成,推動SMT貼片加工向預測性維護與自適應生產模式演進,為客戶創造更大價值。



 2024-04-26
2024-04-26