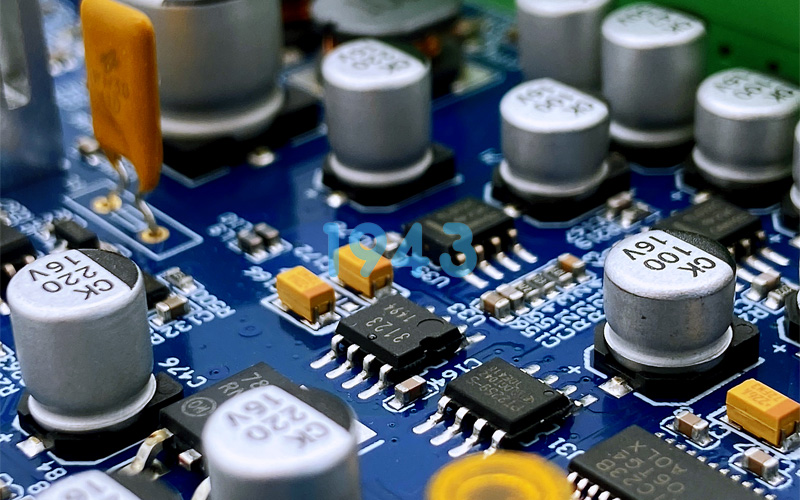
在 SMT 貼片加工中,0.4mm Pitch QFN(方形扁平無引腳封裝)因體積小、引腳密度高,成為精密電子設(shè)備的常用元件,但它的底部焊點空洞問題一直是行業(yè)難題 —— 焊點空洞率過高會直接影響散熱性能與電氣連接穩(wěn)定性,甚至導致產(chǎn)品失效。作為專注精密 SMT 加工的 1943 科技,我們通過 “全流程工藝優(yōu)化 + 精準參數(shù)管控 + 多層級檢測” 體系,將 0.4mm Pitch QFN 底部焊點空洞率穩(wěn)定控制在≤5%,滿足工業(yè)控制、汽車電子、醫(yī)療設(shè)備等高精度領(lǐng)域的品質(zhì)要求。
一、先破 “難點關(guān)”:0.4mm Pitch QFN 底部焊點空洞的核心成因
要實現(xiàn)焊點空洞率≤5%,首先需精準定位空洞產(chǎn)生的關(guān)鍵環(huán)節(jié),避免盲目調(diào)整工藝。0.4mm Pitch QFN 底部焊點空洞的核心成因主要有三點:
- 焊膏量與成分不匹配:0.4mm Pitch QFN 底部焊盤面積小(通常≤2mm²),若焊膏量過多,焊接時多余焊劑揮發(fā)不及時易形成氣泡;若焊膏活性不足,無法充分去除焊盤氧化層,會導致焊點結(jié)合不緊密,間接產(chǎn)生空洞;
- 焊接溫度曲線不合理:QFN 底部焊盤與基板熱傳導差異大,若回流焊預熱區(qū)升溫過快,焊膏中的助焊劑會快速揮發(fā)形成大量氣泡;若峰值溫度不足或保溫時間過短,氣泡無法充分逸出,最終殘留在焊點中形成空洞;
- 焊盤與元件預處理不到位:0.4mm Pitch QFN 的底部焊盤易因存儲不當氧化,或在貼裝前未徹底清潔(殘留助焊劑、灰塵),導致焊接時焊料無法充分浸潤;同時,基板焊盤的平整度偏差(如翹曲)也會造成焊膏分布不均,增加空洞風險。

二、1943 科技的 “空洞控制” 方案:從工藝到檢測的全流程精準管控
針對 0.4mm Pitch QFN 的特性,我們不依賴單一環(huán)節(jié)優(yōu)化,而是構(gòu)建 “前期預處理 - 中期工藝執(zhí)行 - 后期檢測驗證” 的全流程管控體系,將空洞風險消除在每一個生產(chǎn)環(huán)節(jié)。
1. 前期預處理:從 “源頭” 降低空洞風險
焊接質(zhì)量的基礎(chǔ)在 “預處理”,我們通過兩項關(guān)鍵動作,為低空洞率奠定基礎(chǔ):
- 焊膏與鋼網(wǎng)定制化匹配:針對 0.4mm Pitch QFN 的底部焊盤尺寸,選用高活性無鉛焊膏(助焊劑含量 10%-12%,顆粒度 20-38μm),確保焊膏在低溫度下也能充分去除氧化層;同時定制專用激光鋼網(wǎng),采用 “階梯式開孔 + 縮小開孔面積” 設(shè)計 —— 底部焊盤對應(yīng)開孔面積比實際焊盤小 5%-8%(誤差≤0.01mm),精準控制焊膏量,避免焊劑過多導致氣泡;
- 焊盤與元件清潔預處理:元件入庫后,先通過光學檢測設(shè)備檢查 0.4mm Pitch QFN 底部焊盤的氧化程度(要求氧化面積≤1%),若存在氧化則采用專用清潔劑(符合 ROHS 標準)進行超聲波清洗;基板貼裝前,用等離子清洗機處理焊盤表面,去除殘留的油污、助焊劑,確保焊盤浸潤性達標(接觸角≤30°)。
2. 中期工藝執(zhí)行:參數(shù)管控實現(xiàn) “零偏差”
0.4mm Pitch QFN 對焊接參數(shù)的敏感度極高,我們通過 “設(shè)備校準 + 曲線優(yōu)化 + 實時監(jiān)控”,確保每一個參數(shù)都精準可控:
- 回流焊曲線專項優(yōu)化:摒棄通用溫度曲線,為 0.4mm Pitch QFN 定制 “慢升溫 - 長保溫 - 穩(wěn)峰值” 的專屬曲線:
- 預熱區(qū):升溫速率控制在 1-1.5℃/s,避免焊膏助焊劑快速揮發(fā);
- 恒溫區(qū):溫度設(shè)定在 150-170℃,保溫時間 60-90s,讓助焊劑充分揮發(fā)且不殘留;
- 回流區(qū):峰值溫度 240-250℃(誤差≤±2℃),保溫時間 20-30s,確保氣泡充分逸出;
- 貼裝精度與壓力管控:使用高精度貼片機(定位精度≤±0.03mm),針對 0.4mm Pitch QFN 設(shè)置專屬貼裝參數(shù) —— 貼裝壓力控制在 5-10N,避免壓力過大導致焊膏偏移;貼裝后通過 AOI(自動光學檢測)檢查元件偏移量(要求≤0.05mm),確保焊膏與焊盤精準對齊。
3. 后期檢測驗證:確保空洞率≤5% 的 “最后防線”
0.4mm Pitch QFN 底部焊點隱蔽,常規(guī)檢測難以發(fā)現(xiàn)空洞,我們通過 “多層級檢測體系”,100% 把控焊點質(zhì)量:
- 首件 X-Ray 全檢:每批 0.4mm Pitch QFN 貼裝完成后,首件必須通過高分辨率 X-Ray 檢測(分辨率≤1μm),重點檢查底部焊點空洞情況 —— 采用 “IPC-A-610 標準” 判定,單個焊點空洞面積≤5%,且整板空洞率≤5%,首件合格后方可批量生產(chǎn);
- 批量抽檢與數(shù)據(jù)追溯:批量生產(chǎn)時,按 “每 50 片抽檢 3 片” 的頻率進行 X-Ray 檢測,若發(fā)現(xiàn)空洞率超出閾值,立即停機調(diào)整工藝;同時通過 MES 系統(tǒng)記錄每片 PCBA 的焊接參數(shù)(如回流焊曲線、貼裝壓力)與檢測數(shù)據(jù),形成可追溯的質(zhì)量檔案,便于后續(xù)工藝優(yōu)化。

三、1943 科技的核心優(yōu)勢:讓 “低空洞率” 成為標準交付
在 0.4mm Pitch QFN 加工領(lǐng)域,我們的競爭力不僅在于工藝精度,更在于對 “客戶品質(zhì)需求” 的深度響應(yīng):
- 定制化工藝能力:針對不同應(yīng)用場景(如汽車電子的高溫環(huán)境、醫(yī)療設(shè)備的高可靠性要求),可進一步優(yōu)化工藝 —— 例如汽車電子用 0.4mm Pitch QFN,會額外增加焊后焊點強度測試(剪切強度≥15N),確保在高溫振動環(huán)境下無失效風險;
- 專業(yè)技術(shù)團隊支持:配備 5 名以上擁有 10 年 + SMT加工經(jīng)驗的工程師,客戶提供 PCB 文件后 48 小時內(nèi)出具專屬工藝方案,生產(chǎn)過程中若出現(xiàn)工藝問題,工程師到場解決,避免批量缺陷;
- 數(shù)據(jù)化交付保障:每批產(chǎn)品交付時,同步提供 “X-Ray 檢測報告 + 焊接參數(shù)曲線報告”,清晰標注每一個 0.4mm Pitch QFN 的焊點空洞率數(shù)據(jù),讓客戶無需二次檢測即可直接使用。
系我們")
四、結(jié)語:0.4mm Pitch QFN 低空洞率,是精度更是信任
對需要 0.4mm Pitch QFN 的企業(yè)而言,焊點空洞率≤5% 不僅是品質(zhì)標準,更是產(chǎn)品穩(wěn)定運行的 “生命線”。1943 科技作為 SMT 貼片廠,始終以 “精密控制” 為核心,通過全流程工藝優(yōu)化,將 0.4mm Pitch QFN 底部焊點空洞率控制在行業(yè)領(lǐng)先水平,為客戶的精密產(chǎn)品保駕護航。
如果您正面臨 0.4mm Pitch QFN 焊點空洞率過高、品質(zhì)不穩(wěn)定等問題,歡迎聯(lián)系 1943 科技 —— 我們可提供免費的 PCB 工藝評估服務(wù),根據(jù)您的產(chǎn)品需求定制專屬加工方案,助力您的產(chǎn)品達到高精度品質(zhì)要求。




 2024-04-26
2024-04-26