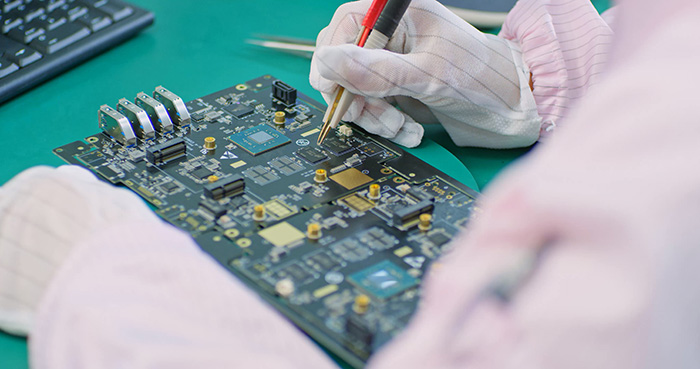
在SMT貼片加工流程中,車間環境溫濕度常被視為“基礎變量”,但實際是決定焊接良率的關鍵因素。不同于定性描述“溫濕度異常會影響質量”,1943科技結合千余批次生產數據,通過量化分析,明確溫濕度超標與焊接不良(如連錫、虛焊、空洞)的直接關聯,為行業提供可落地的環境管控標準,從源頭降低生產損耗。
一、SMT車間溫濕度的核心標準范圍
根據IPC-A-610電子組件可接受性標準及1943科技生產驗證,焊接相關核心區域(印刷區、貼裝區、回流焊區) 的溫濕度需嚴格控制在以下區間,這是保障焊接質量的基礎閾值。
| 區域 | 溫度標準 | 濕度標準 | 核心影響環節 |
|---|---|---|---|
| 印刷區 | 23±3℃ | 45%-65%RH | 焊膏黏度穩定性、印刷精度 |
| 貼裝區 | 23±3℃ | 45%-65%RH | 元件定位精度、靜電防護 |
| 回流焊區 | 23±5℃ | 40%-70%RH | 焊膏融化一致性、焊點成型 |

二、溫濕度超標的量化影響:數據揭示核心風險
溫濕度一旦超出標準范圍,會通過影響焊膏特性、PCB狀態、元件性能三個維度,直接導致焊接不良率上升。以下數據均來自1943科技車間實測記錄(基于相同焊膏、PCB、工藝參數下的對比實驗)。
1.溫度超標:直接破壞焊膏穩定性與焊接一致性
溫度異常分為“過高”(>26℃)與“過低”(<20℃)兩類,兩者對焊接質量的影響存在顯著差異。
-
溫度過高(>26℃)
- 焊膏黏度驟降:溫度每升高5℃,焊膏黏度下降15%-20%,導致印刷時焊膏易坍塌、溢邊,連錫率從標準的0.5%升至8%以上。
- 元件吸潮加速:如MLCC電容、QFN封裝元件,在28℃環境下放置4小時,吸潮率上升30%,回流焊時因水汽膨脹,元件開裂率增加12%。
- 回流焊溫差變大:車間溫度過高會導致回流焊爐內上下溫差超5℃,焊點融化不均勻,虛焊率提升6%-9%。
-
溫度過低(<20℃)
- 焊膏黏度升高:溫度每降低3℃,焊膏黏度上升10%-15%,印刷時易出現“斷錫”“缺錫”,焊膏覆蓋率從98%降至85%以下。
- 貼裝精度偏差:低溫環境下,貼片機吸嘴材質收縮(如不銹鋼吸嘴收縮0.01mm),元件定位偏差超0.05mm的概率增加20%,導致焊點偏移。
- 助焊劑活性降低:焊膏中助焊劑在低溫下活性不足,回流焊時無法充分去除PCB焊盤氧化層,焊點空洞率從5%升至18%。
2.濕度超標:引發氧化、靜電與焊膏吸潮問題
濕度異常同樣分為“過高”(>65%RH)與“過低”(<45%RH),兩類問題分別對應“氧化風險”與“靜電風險”。
-
濕度過高(>65%RH)
- PCB焊盤氧化加速:PCB裸銅焊盤在70%RH環境下放置2小時,氧化層厚度從0.2μm升至0.8μm,焊膏無法充分浸潤,虛焊率直接上升12%-15%。
- 焊膏吸潮結塊:焊膏暴露在75%RH環境中1小時,吸潮量達0.3%,回流焊時水汽蒸發,焊點空洞率超20%(標準要求≤10%)。
- 設備故障率上升:貼片機導軌、印刷機刮刀在高濕環境下易生銹,設備停機頻率增加30%,間接導致焊接參數波動。
-
濕度過低(<45%RH)
- 靜電電壓驟升:車間濕度35%RH時,人員走動產生的靜電電壓可達3000V以上,遠超電子元件(如IC)的2000V耐壓閾值,元件損壞率增加8%。
- 焊膏助焊劑揮發:低濕環境加速焊膏中助焊劑揮發,焊膏使用時間從8小時縮短至4小時,后期焊接潤濕性差,焊點強度下降15%(拉力測試數據)。
- 粉塵污染加劇:低濕環境下空氣粉塵濃度升高(>500顆粒/升),粉塵附著在PCB焊盤上,導致焊點接觸不良,不良率上升7%。

三、1943科技:溫濕度全流程量化管控方案
針對溫濕度對焊接質量的量化影響,1943科技建立“實時監控-分區管控-異常響應”三位一體的管控體系,將環境波動對焊接質量的影響降至最低。
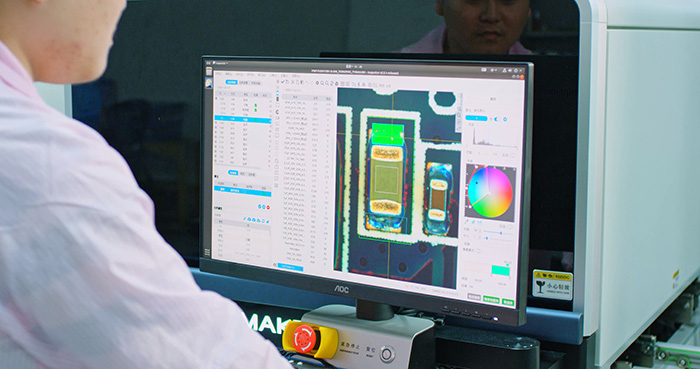
1.實時監控:數據可視化,偏差即時報警
- 車間部署20+臺高精度溫濕度傳感器(精度±0.5℃/±3%RH),每5分鐘采集1次數據,數據實時上傳至中央監控系統,管理人員可通過電腦、手機查看。
- 設定雙重報警機制:當溫濕度超出標準范圍±1℃/±5%RH時,車間聲光報警;超出±2℃/±10%RH時,自動推送短信至工藝工程師,確保10分鐘內響應。
2.分區管控:按需調整,精準匹配工藝需求
- 印刷區:配置恒溫恒濕空調(控溫精度±0.5℃,控濕精度±3%RH),確保焊膏始終處于最佳黏度狀態;同時設置焊膏存放柜(20±2℃,50±5%RH),避免焊膏提前吸潮或變質。
- 回流焊區:在爐體周圍加裝局部溫控裝置,抵消爐體散熱對環境溫度的影響,確保區域溫度穩定在23±5℃,避免爐內溫差過大。
- 倉儲區:元件、PCB存放區濕度控制在50±10%RH,配備除濕機與加濕器,防止元件吸潮或焊盤氧化。
3.異常響應:標準化流程,快速恢復穩定
- 制定《溫濕度異常處理SOP》:如濕度過高時,立即啟動除濕機,同時暫停焊膏暴露作業,將已暴露焊膏退回存放柜;溫度過低時,開啟空調制熱,待溫度穩定后再重啟印刷、貼裝工序。
- 數據追溯與復盤:每次異常事件后,記錄溫濕度波動時長、影響的生產批次,結合焊接不良數據復盤,優化管控閾值(如夏季高溫時,將印刷區溫度上限下調至25℃)。

四、1943科技:以環境管控為基礎,筑牢焊接質量防線
SMT貼片加工中,“穩定的環境”是“穩定的焊接質量”的前提。1943科技不僅關注設備精度、工藝參數,更將車間溫濕度等“基礎變量”納入量化管控,通過以下優勢為客戶保障良率:
- 數據化支撐:所有溫濕度數據留存1年以上,可與焊接檢測報告對應,實現質量追溯;
- 定制化適配:根據客戶產品特性(如高精度IC、大尺寸PCB),調整特定區域溫濕度標準;
- 團隊保障:配備專職環境管控工程師,定期校準傳感器、維護空調設備,確保系統穩定運行。
如果您在SMT生產中遇到因溫濕度導致的焊接不良,或需要定制貼片加工方案,歡迎聯系1943科技——我們以量化管控為抓手,用細節保障您的產品良率與交付效率。




 2024-04-26
2024-04-26