在SMT貼片加工過程中,焊接工藝的選擇直接影響產品的可靠性、合規性與成本控制。隨著全球環保法規日益嚴格,無鉛工藝已成為主流趨勢。然而,并非所有電子元器件都適合“一刀切”地采用無鉛焊接。作為專注SMT一站式服務的高新技術企業,1943科技結合十多年SMT貼片經驗,為您分享五類必須區別對待的器件類型,幫助您在無鉛與有鉛工藝之間做出科學決策。
一、高溫敏感型器件:優先評估耐熱能力
無鉛焊料(如SAC305)的熔點通常在217℃以上,回流焊峰值溫度需達到245–260℃,遠高于有鉛工藝的220–230℃。對于熱敏型元器件(如部分電解電容、塑料封裝IC、柔性電路板FPC等),高溫可能導致內部結構損傷、封裝變形甚至功能失效。
建議:
- 若BOM中包含明確標注“不耐高溫”或“僅支持有鉛回流”的器件,應優先考慮有鉛工藝;
- 若必須使用無鉛工藝,需提前進行DFM(可制造性設計)分析,確認元器件耐溫等級,并優化回流曲線。
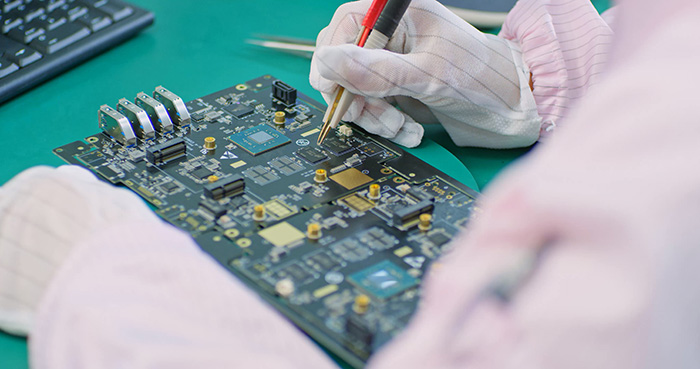
二、高可靠性要求器件:關注焊點機械性能
在汽車電子、工業控制、醫療設備等對長期可靠性要求極高的領域,焊點需承受頻繁振動、熱循環或機械應力。傳統有鉛焊料(如Sn63/Pb37)具有優異的延展性和抗疲勞性,而部分無鉛焊點則存在脆性較高、易產生微裂紋的風險。
建議:
- 對于關鍵功能模塊(如電源管理、電機驅動、傳感器接口等),若產品壽命要求超過10年,建議評估無鉛焊點的長期可靠性數據;
- 可通過引入選擇性波峰焊、X-Ray檢測等工藝手段,提升無鉛焊點質量保障。

三、超細間距/BGA封裝器件:精度與潤濕性是關鍵
0201微型元件,以及0.4mm以下引腳間距的BGA、QFN等封裝,對錫膏印刷精度、焊料潤濕性要求極高。無鉛焊料潤濕性普遍弱于有鉛,易導致橋接、虛焊、空洞率升高等問題。
建議:
- 采用高精度鋼網(如納米涂層鋼網)+ 高性能無鉛錫膏組合;
- 配合SPI(焊膏檢測)與AOI全流程監控,確保微小焊點一致性;
- 若設計允許且法規無強制要求,部分研發打樣階段可暫用有鉛工藝驗證功能。
四、含鉛元器件(含鉛豁免器件):合規性優先
根據RoHS指令,部分特殊用途元器件(如高壓陶瓷電容、某些軍用/航天級IC)仍享有鉛豁免條款,其內部可能含有鉛。若將此類器件與無鉛工藝混用,可能因回流溫度過高導致器件損壞,或因鉛污染破壞無鉛焊點純度。
建議:
- 嚴格審核BOM清單,識別含鉛豁免器件;
- 若整板需符合RoHS,則應替換為無鉛版本;若無法替換,整板建議采用有鉛工藝,避免工藝沖突。

五、出口導向型產品:以目標市場法規為準繩
不同國家和地區對電子產品有害物質限制標準不一。例如:
- 歐盟、中國、韓國等嚴格執行RoHS,強制要求無鉛;
- 部分發展中國家或特定行業(如維修備件、非消費類設備)仍允許有鉛工藝。
建議:
- 明確產品最終銷售地及適用法規;
- 若面向全球市場,建議統一采用無鉛工藝,避免產線切換與庫存管理復雜化。
結語:工藝選擇,需兼顧合規、性能與成本
無鉛工藝是行業大勢所趨,但“全盤無鉛”并非萬能解。1943科技始終主張:基于器件特性、產品定位與法規要求,科學制定焊接策略。我們提供從BOM分析、DFM評審、鋼網設計到全流程無鉛/有鉛柔性生產的完整支持,助力客戶在環保合規與產品可靠性之間取得最佳平衡。
小批量、快交付、高精度——1943科技,您值得信賴的SMT貼片加工伙伴。
立即提交Gerber、BOM與坐標文件,獲取專屬工藝建議與透明報價!




 2024-04-26
2024-04-26