一、目的
把經過驗證的設計文件轉化為符合IPC-A-610 Ⅱ級或Ⅲ級要求的可交付組件,并確保批量一致性與可追溯性。
二、適用范圍
適用于剛性FR-4、鋁基、銅基、陶瓷基板及軟硬結合板的所有SMT/THT混裝產品。
三、流程總覽
-
文件評審 → 2. 物料準備 → 3. 程序編制 → 4. PCB烘板 → 5. 錫膏印刷 → 6. SPI → 7. 貼片 → 8. 爐前AOI → 9. 回流焊 → 10. 爐后AOI → 11. DIP插件 → 12. 波峰焊/選擇性波峰焊 → 13. 補焊 → 14. 清洗 → 15. 三防涂覆 → 16. 首件確認 → 17. ICT/FCT → 18. 老化 → 19. 終檢 → 20. 包裝入庫
四、關鍵工序說明
-
文件評審
-
Gerber、BOM、坐標、裝配圖、特殊工藝要求全部歸檔。
-
DFM:檢查焊盤/孔環、阻焊橋、基準點、拼板V-CUT或郵票孔。
-
器件替代、極性、潮濕敏感等級(MSL)在評審階段一次性鎖定。
-
-
物料準備
-
IQC:外觀、絲印、尺寸、阻容值抽檢;IC、BGA 100 % X-ray或開蓋抽檢。
-
濕敏元件按MSL表烘烤;卷帶料真空回溫≥4 h。
-
錫膏冷藏2-8 ℃,上線前回溫4 h,攪拌2 min。
-
-
程序與治具
-
貼片機程序:坐標、角度、吸嘴、視覺參數、送料器站位。
-
印刷機:鋼網厚度0.10-0.15 mm,開口按面積比≥0.66設計。
-
波峰焊治具:開窗、壓扣、避錫槽,首件過爐前做Profile。
-
-
PCB烘板
-
125 ℃×4 h 或 150 ℃×2 h;板厚≥2 mm、層數≥8層時強制烘板。
-
出爐后30 min內投入印刷,防止二次吸潮。
-
-
錫膏印刷
-
刮刀角度60°,速度50-80 mm/s,壓力0.02-0.03 kg/mm。
-
每2 h擦網一次,連印500次更換錫膏。
-
-
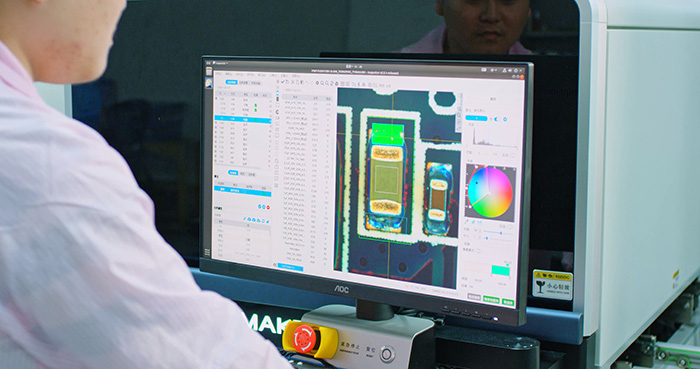
SPI(錫膏檢測)
-
體積、高度、面積公差:±25 %/±20 µm/±15 %。
-
NG板立即擦網復檢,防止批量偏移。
-
-
貼片
-
按先小后大、先低后高順序。
-
0201、0.4 mm pitch BGA單獨設低速、高精度模式。
-
換料比對料站表+條碼,防錯料。
-
-
爐前AOI
-
查缺件、偏移、極性反。
-
發現批量極性錯誤立即停線。
-
-
回流焊
-
Profile:預熱斜率≤3 ℃/s;恒溫區150-180 ℃,60-120 s;峰值比合金熔點高20-40 ℃;冷卻斜率≤4 ℃/s。
-
每班首件+每4 h測溫一次。
-
-
爐后AOI+人工目檢
-
焊球、連錫、立碑、虛焊100 %覆蓋。
-
BGA每片做X-ray抽檢5 %。
-
-
DIP插件
-
立式、臥式、異形件分類插裝。
-
預加工:K腳、剪腳、整形一次完成,引腳露出板面1.2-1.5 mm。
-
-
波峰焊
-
助焊劑比重0.800-0.810;預熱90-120 ℃;錫溫260 ±5 ℃;鏈速0.8-1.2 m/min。
-
治具載具過爐角度4-7°,減少連錫。
-
-
補焊
-
手工補焊用無鉛錫絲Sn99Ag0.3Cu0.7,烙鐵溫350-380 ℃,3秒完成。
-
每工位配吸煙儀,防止焊劑殘留二次飛濺。
-
-
清洗
-
水洗線:40 ℃ DI水+皂化劑,超聲40 kHz,漂洗電阻率≥10 MΩ·cm。
-
三防前表面離子污染≤1.56 µgNaCl/cm²(ROSE法)。
-
-
三防涂覆
-
丙烯酸或聚氨酯,厚度25-75 µm;UV追蹤線自檢覆蓋率。
-
連接器、按鍵、測試點100 %遮蔽。
-
-
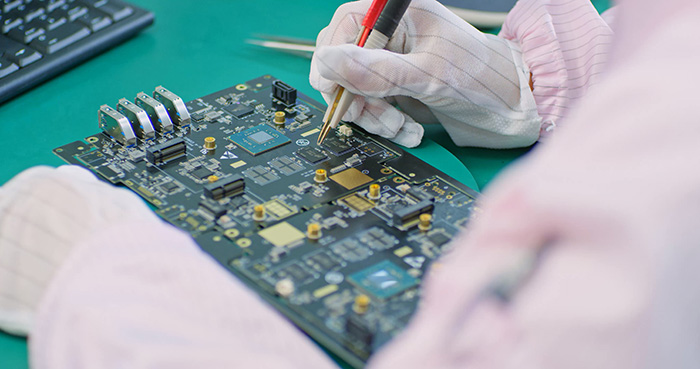
首件確認
-
元件值、極性、焊接、絲印、板彎、金手指劃痕。
-
首件報告簽字后方可批量。
-
-
ICT/FCT
-
ICT:開路、短路、阻容值、二極管/三極管壓降。
-
FCT:上電、燒錄、功能跑分;治具帶日志自動保存。
-
-
老化
-
45 ℃/8 h動態老化,或按客戶要求55 ℃/4 h 滿載。
-
故障率>500 ppm需啟動8D分析。
-
-
終檢
-
外觀:劃痕、污漬、起泡、銅暴露。
-
包裝:真空+干燥劑+濕度卡,外箱貼RoHS標簽、MSL標簽、條碼。
-
-
入庫/出貨
-
批次號、工單號、操作員工號全部MES追溯。
-
出貨附COA、檢驗報告、裝配圖、BOM一致性聲明。
-

五、常見異常及對策
| 異常現象 | 根因 | 糾正措施 |
|---|---|---|
| 立碑 | 焊盤寬長比失衡、兩端溫差 | 調整鋼網開口,回流爐風速平衡 |
| 連錫 | 助焊劑過多、波峰過高 | 降低助焊劑噴霧量,治具加深避錫槽 |
| BGA虛焊 | Profile峰值不足 | 峰值提高5-10 ℃,延長液相線10 s |
| 板彎 | 拼板無工藝邊、回流冷卻過快 | 加5 mm工藝邊,冷卻段風速降低30 % |
六、結束語
PCBA的可靠性是20道工序、200個參數、2000個細節共同作用的結果。唯有把每一步寫成標準、做進系統、落到現場,才能將設計意圖完整、無損、可重復地交付給客戶。



 2024-04-26
2024-04-26